
"теория предсказаний для решения задач энергосбережения"

- дайджест сайта
- Услуги аутсорсинга проектирования
- Аудит предприятия
- Техническая экспертиза
- Паспортизация предприятия
- Унификация оборудования гидравлического
- Модули гидравлические
- Гидроприводы на воде
- Установки очистки жидкости
- Сервораспределители
- Пропорциональные распределители для прессов
- Сервоклапаны для прессов
- Роторные распределители для вибромашин
- Гидропанели управления
- Стабилизаторы давления
- Гидрозамки
- Гидроцилиндры
.jpg)
Регулятор электрического режима и цифровая система управления печью ДСП.
Регулировка электрического режима производится изменением:
• питающего напряжения переключением обмоток высокого напряжения печного трансформатора;
• длины дуги, соответственно и тока дуги.
Только второй способ позволяет регулировать режим печи непрерывно и плавно, опуская и поднимая электроды при помощи электрогидравлического регулятора мощности составной частью которого является регулятор электрического режима.
Регулятор электрического режима, предлагаемый ООО "НПФ "Гидромеханика" выполнен на основе изобретения, благодаря которому реализован алгоритм управления, исключающий взаимовлияние фаз между собой, а также исключаются ложные реагирования на легковесную шихту, что позволяет этому регулятору выгодно отличаться от его более дорогостоящих импортных аналогов в плане экономии расхода электроэнергии на 1 тонну выплавляемой стали.
Предлагаемый регулятор электрического режима может быть реализован на различной элементной базе.
Ниже показаны варианты реализации регулятора на аналоговой плате, на программируемых логических матрицах типа "Altera", и на цифровой микропроцессорной технике.
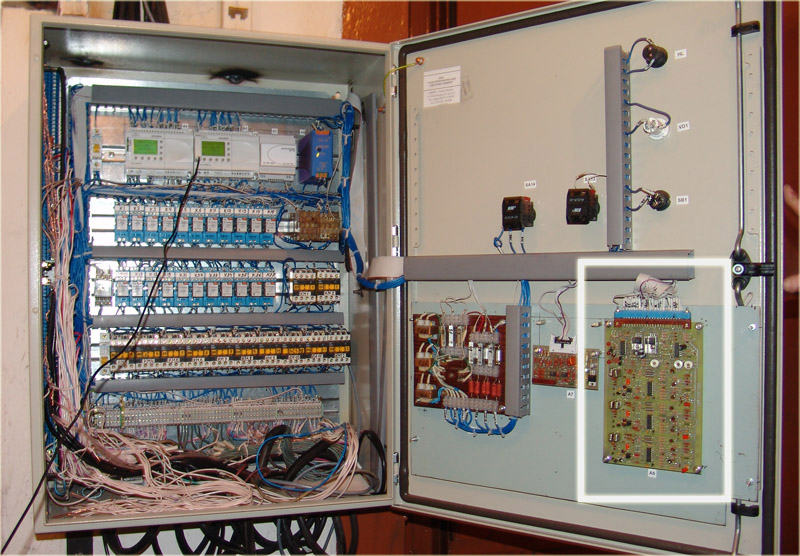
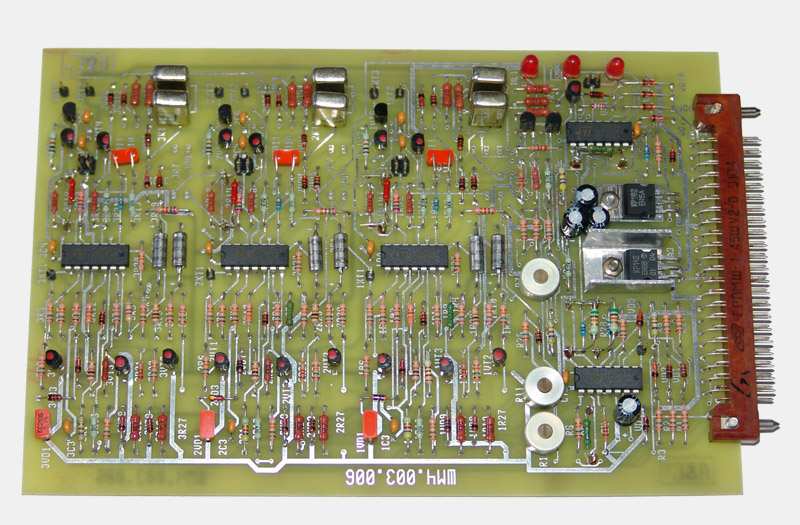
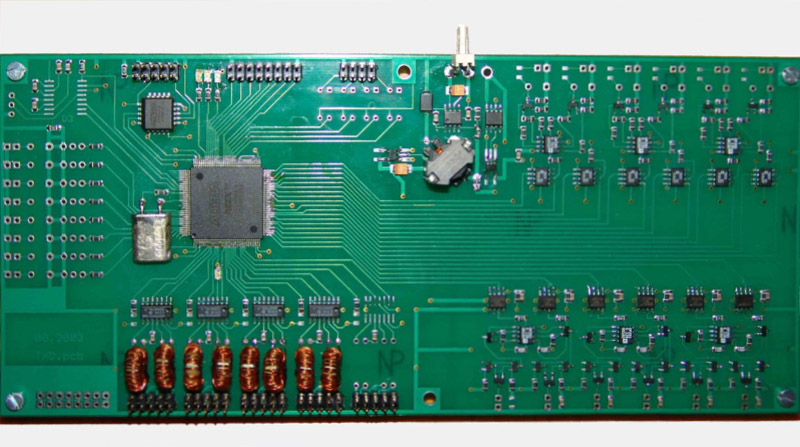
Рис.1 Вверху слева - аналоговый регулятор, внизу слева - цифровой регулятор на программируемых логических матрицах "Altera", справа - расположение аналогового регулятора в шкафу управления.
С помощью цифровой системы осуществляется управление механизмами печи и электрическим режимом плавки.
Управление механизмами печи осуществляется как в ручном, так и автоматическом режимах. При этом обеспечивается возможность плавного страгивания с места, плавного останова и регулирование скорости перемещения механизмов наклона печи и отворота свода.
Для управления процессом плавки в качестве целевой функции нами использован запатентованный алгоритм, позволяющий минимизировать взаимовлияние фаз. За счет этого исключается так называемая "борьба регуляторов", которая выражается в рысканье электродов.
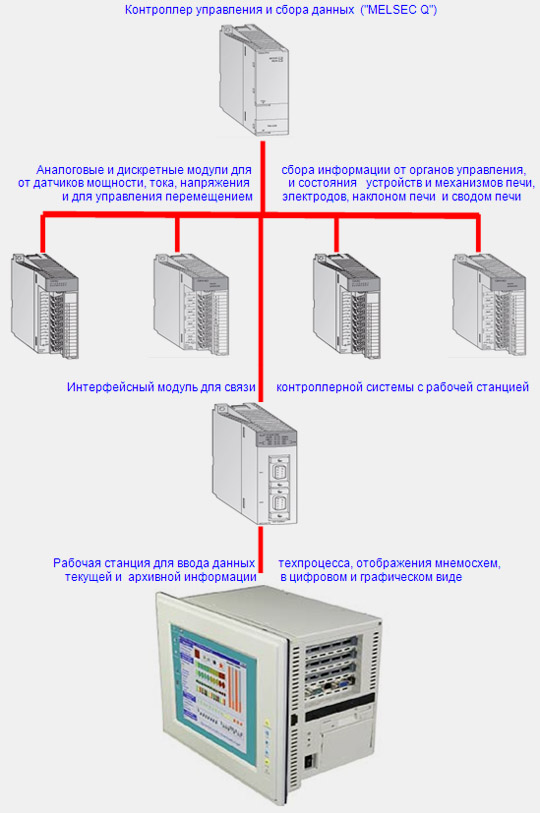
Алгоритмика программы данной целевой функции определяет требование к быстродействию управляющего контроллера. Из известного спектра серийных контроллеров, руководствуясь минимальной стоимостью и высоким качеством, нами выбран программируемый логический контроллер "MELSEC Q" фирмы "Mitsubishi Electric".
Ниже на рисунке показана структура предлагаемой цифровой системы управления печью ДСП, при этом в ней заложена возможность быстрой и малозатратной дальнейшей модернизации. Не будет необходимости через несколько лет отказываться от ранее приобретенного оборудования и решений, за счет использования концепции "автоматизация шаг-за-шагом". Основа этой концепции состоит в том, что на базовой платформе предыдущих наработок имеется возможность наращивания новых возможностей системы.
Мы предлагаем следующие базовые функции и сервисные возможности:
- Архивирование данных процесса и автоматическое ведение журнала сталевара. Возможность группирования статистических данных для последующего выбора параметров плавки, обеспечивающих оптимальное качество при минимальных энергетических затратах для различных марок стали.
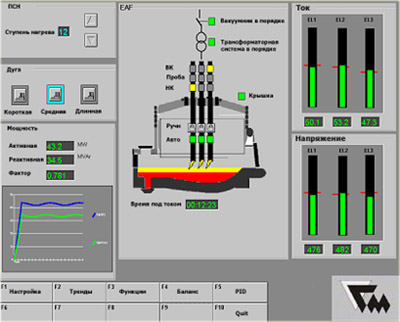
- Визуализацию параметров процесса, возможность их корректировки и обеспечение интерфейса связи с верхним уровнем АСУ ТП или АСУ-П.
- Все необходимые блокировки, обеспечивающие требования по безаварийной и безопасной работе.
По желанию заказчика опционально в системе управления может быть использована мультипроцессорная платформа, обеспечивающая "горячий резерв".
 В качестве базового элемента визуализации и архивирования данных используется рабочая станция промышленного класса, обеспечивающая вычислительные мощности персонального компьютера. Станция может являться общей для нескольких печей.
В качестве базового элемента визуализации и архивирования данных используется рабочая станция промышленного класса, обеспечивающая вычислительные мощности персонального компьютера. Станция может являться общей для нескольких печей.Конструктивно элементы системы управления печью ДСП размещены в навесных шкафах управления. Пульт сталевара выполнен на базе рабочей станции и органов управления, обеспечивающих ручное управление механизмами. Связь со шкафом управления по интерфейсной линии через удаленные вводы/выводы. Дискретные сигналы используются только для прямого управления наиболее ответственными механизмами в ручном режиме. Посты местного управления также связаны через удаленные модули вводов/выводов. Такое построение системы позволяет существенно минимизировать количество кабелей управления без потери надежности системы.

630024 г. Новосибирск
тел./факс: (383)361-26-80, 361-25-58
тел./факс: (383)361-26-80, 361-25-58
e-mail: